CNC Teil3 - Aufbau
Dies ist der dritte Teil meiner Artikelserie über Portalfräsmaschinen. Er konzentriert sich auf den Aufbau einer Maschine, die als Bausatz geliefert wurde.
- Teil 1: Gedanken zu Portalfräsmaschinen und ihre Auslegung für den (ambitionierten) Hobbybereich
- Teil 2: CNC Elektrik / Elektronik
- Teil 4: Einrichten der Maschine
- Teil 4.1: Konfiguration der Software
- Teil 5: Makros für die CNC
Marke: Sorotec, Produkt: Basicline 0607
Meine Portalfräsmaschine wurde als Komplettbausatz geliefert. Nach einer groben Prüfung auf Vollständigkeit konnte ich voller Vorfreude auf die fertige Maschine mit dem Zusammenbau starten.

Eckdaten der Maschine
- Stellfläche etwa 1m x 1m x 0.8m
- Arbeitsbereich ~ 630mm x 730mm x 135mm
- Gewicht ohne Spindel, Elektrosatz, Zubehör: 52kg (source: manufacturer)
- Kugelumlauftriebe und Linearführungen auf allen Achsen
- Schrittmotoren:
3Nm, 4.2A @48V - Empfohlene maximale Bewegungsgeschwindigkeit:
130mm/s, 400mm/s²
Zusammenbau
Der Aufbau der Mechanik und Mechatronik dauerte etwa 16h inkl. Verdrahtung der Schrittmotore, Stecker und aller Leitungen. Nicht berücksichtigt ist die Maschinensteuerung, worüber ich hier schreibe.
Die nun folgenden Abschnitte beschreiben je eine Phase des Zusammenbaus. Ich verschweige auch nicht die Schwierigkeiten, die ich dabei hatte.
1. Vorbereitung der Lager für die Kugelumlaufspindeln
Eine Kugelumlaufspindel (youtube link) ist eine mechanische Vorrichtung, die eine Drehbewegung in lineare Bewegung umwandelt. Dabei wird die mit einem Gewinde versehene Spindel gedreht und ein auf der Spindel befindlicher Schlitten dadurch nach vorn oder hinten verfahren. Der Unterschied zur auf demselben Konzept basierenden Trapezgewindespindel ist der, dass die Spindelmutter über ein umlaufendes System von Kugeln verfügt, welche Reibung zwischen Mutter und Spindel reduzieren. Bei meiner CNC-Maschine werden sie eingesetzt, um die Achsen mit Hilfe eines Schrittmotors zu verfahren.

Die Kugelumlaufspindeln besitzen zwei Lager. Ein Festlager auf der Schrittmotorseite (der schwarze Block auf den Bildern) und ein Loslager, das die andere Seite der Spindel an ihrem Platz hält. Die Montage des Loslagers in seine Halterung stellte sich als schwierig heraus. Ich habe keinerlei Erfahrung im Metallbau, also habe ich statt der klugen Lösung (Kugellager abkühlen, Halterung erwärmen) die einfache gewählt (Hämmern). Ergebnis: das Lager saß schief.
Fitting of ball bearing gone wrong
Glücklicherweise hatte ich eine 20mm Nuss zur Hand die Außendurchmesser des Lagers nahekam. So war ich in der Lage, das Lager erst wieder heraus zu schlagen und dann erneut - sanft und gleichmäßig - in seinem Sitz zu befestigen.
Fitting of ball bearing after reinstall
Ich hoffe mal, dass ich das Lager bei meinen Fehlversuchen nicht zu sehr mit Aluminiumspänen verunreinigt habe.
2. Maschinenrahmen
Der Rahmen meiner Maschine besteht aus Aluminium-Stranggussprofilen, welche mit Winkeln und Nutensteinen miteinander verbunden werden. Massive Aluminiumplatten and Vorder- und Rückseite der Maschine versteifen die Konstruktion zusätzlich. Die Linearführungen werden an der Seite des Rahmens befestigt. Sie halten später das Portal und stellen die Bewegung der X-Achse (Definition des Herstellers) sicher.

Ich habe ziemlich viel Zeit darauf verwenden müssen, den Rahmen ordentlich auszurichten. Als endlich alle Winkel 90° betrugen, konnte ich einen kleinen Luftspalt an der rechten Rahmenwange lassen, sodass die Portalbreite die Rahmenbreite vorgeben kann und ich nichts verspanne. Als ich die Schrauben jedoch anzog, schien der Rahmen sich stets aus dem rechten Winkel zu verabschieden. Als ich das Spiel ein paarmal erfolglos wiederholt hatte, begann ich, die Schrauben in mehreren Stufen gleichmäßig in 3Nm-Schritten anzuziehen.
Auf diese Weise konnte ich endlich meine 24Nm bei guter Rechtwinkligkeit 😅 erreichen

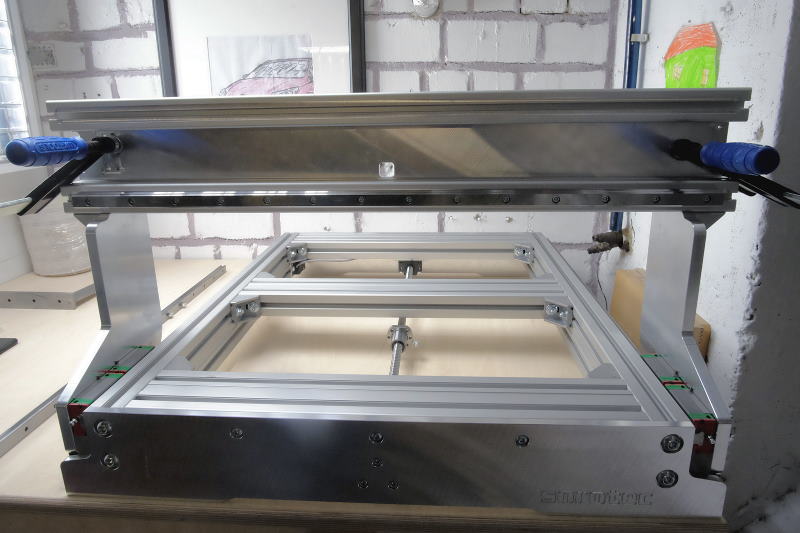
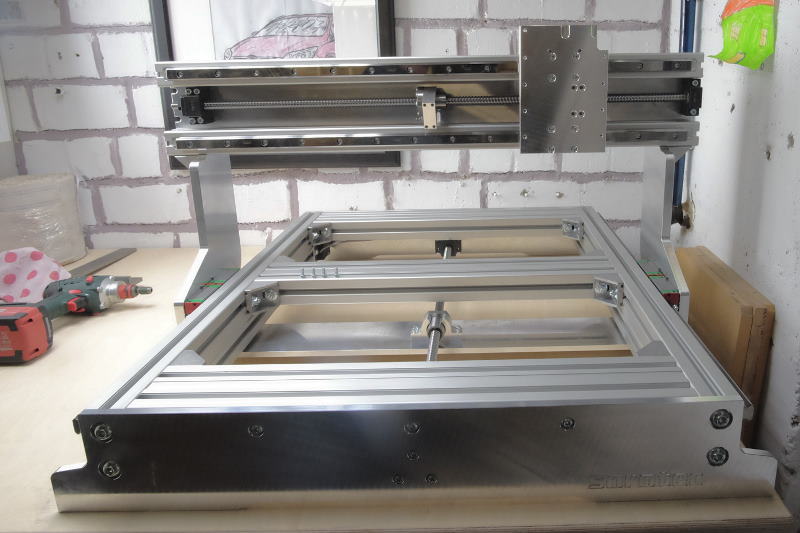
Die Montage der Front- und Rückplatte, Kugelumlaufspindel der X-Achse sowie des Referenzschalters stellten sich als angenehm schnell und einfach heraus. Das obige Bild zeigt die fertig montierte X-Achse. Linearführungen (ebenfalls mit Kugelumlauf), die später das Portal tragen werden, sind bereits montiert. So sehen diese Dinger von innen aus:
Linearführungen mit Kugelumlauf
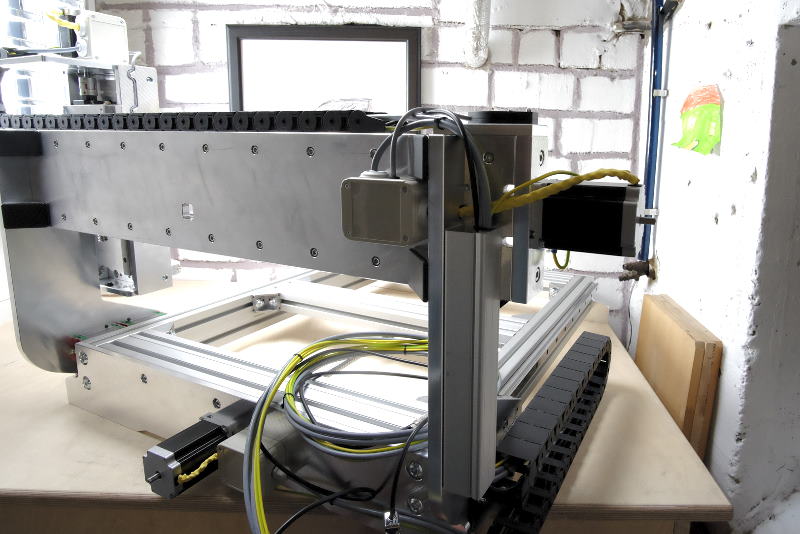
3. Portal
Zuerst werden die Portalwangen an den Linearführungen der X-Achse befestigt. Dabei vereinfachen Metallstifte, die in bereits vorhandene Bohrungen gesteckt werden, die präzise Positionierung. Anschließend werden die Führungsschienen für die Y-Achse am Querbalken des Portals befestigt und dieser dann an der Portalwange montiert. Winkel an beiden Seiten der Portalwange versteifen die Konstruktion. Um die Montage zu erleichtern verwendete ich zwischenzeitlich Schraubzwingen.
Diese Maschine arbeitet mit einem Schrittmotor für die X-Achse, dessen Kugelumlaufspindel mittig am Portalunterzug befestigt wird. Dieser ist im Video unten gut zu erkennen. Da die Maschine langsam an Gewicht zulegte, habe ich mir einen kleine Holzkonstruktion gebaut, um die für die Montage schräg auf der Seite liegende Maschine zu sichern.
Das Portal lässt sich ohne Kugelumlaufspindel leicht von Hand bewegen.
Nun konnte ich die Schrauben am Luftspalt des Rahmens nochmal vorsichtig lösen, das Portal ein paar mal bewegen um mögliche Verspannungen heraus zu bekommen und sie anschließend wieder gleichmäßig anziehen.
Als Nächstes waren die Kugelgewindespindeln und Linearführungen der Y-Achse zu montieren. Auf diesen wird - wieder mit Positionierstiften versehen - eine Flanschplatte montiert, die später die Z-Achse hält.
Zum Schluss waren noch Referenzschalter und Schrittmotorhalterung anzubringen.
4. Z-Achse
Die Z-Achse wir als eigene Baugruppe unabhängig vom Rest der Maschine montiert. Auch hier kommen wieder Passstifte zum Einsatz für die Flanschplatte. Bei meiner Maschine hält eine einzelne Linearführung die Z-Achse an ihrer Position.
Dies ist für meine Anwendungsbereiche mit kleinen Fräsern und recht geringen Vorschüben sicherlich OK, wird bei herausfordernderen Materialien, schnellen Vorschüben oder der Verwendung großer Fräser durch die viel höheren Schnittkräfte bestimmt schnell ein Problem. Was soll’s, ich mache doch eh nur in Holz und Kunststoffen…
Es ist ja immer schön wenn Dinge einfach funktionieren 🤗 - Herrlich, wie die Teile des Bausatzes satt ineinander greifen!
Ich liebe das Geräusch, wenn gut passende Bauteile zusammenkommen.
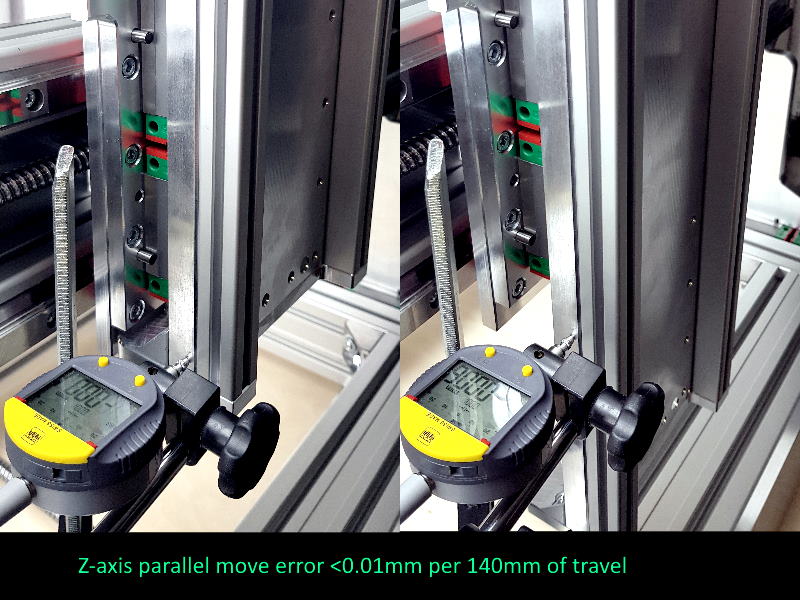
Als die Baugruppe soweit fertig war, konnte ich sie an der Flanschplatte des Portals befestigen. Anschließend habe ich die Z-Achse mit Hilfe eines Winkels und einer Messuhr ausgerichtet, sodass sie über den gesamten Fahrweg mit nur ein paar Hundertstel Abweichung senkrecht auf dem Maschinenrahmen steht. Irgendwann muss man es bei diesem Bausatz aber gut sein lassen, da die Z-Achse mit ordentlichem Druck per Hand am unteren Teil fast 1/10mm gegen die Senkrechte wegbiegen kann. Es ist halt keine superstabile, entsprechend teure Maschine sondern ein Bausatz für den ambitionierten Hobbybereich.
Das Anbringen der seitlichen Versteifungen auf der Z-Achse stellte sich als viel schwieriger heraus als ich dachte. Die T-Nutensteine sind so klein bei der 17mm Schiene und die Schrauben so kurz, dass da kaum Platz blieb um alles an seinen Platz zu bekommen. Ich musste die Nutensteine mehrfach neu positionieren, um die Konstruktion dann einfädeln zu können. Als das endlich klappte, konnte ich den Referenzschalter montieren.

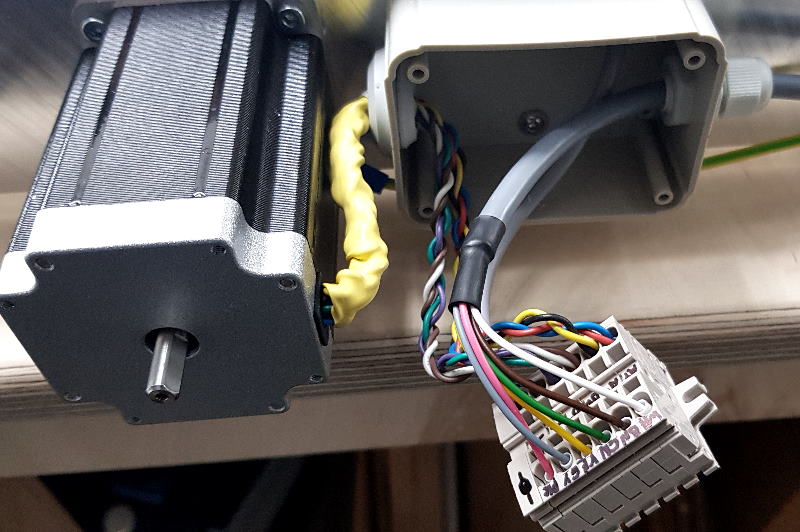
5. Mechatronik
Nun geht es an die vorher vorbereiteten Schrittmotoren. Dafür werden die Mitnehmer der Klauenkopplungen mit Vaseline eingerieben, sodass sie später keine lauten Knarzgeräusche von sich geben. Dann wird die eine Seite der Kupplung an der Kugelumlaufspindel und die andere am Schrittmotor befestigt. Zum Schluss dann montiert man die Motoren und zieht die Schrauben erst richtig fest, wenn Ausrichtung geprüft und ein leichter Lauf sichergestellt werden kann.
Auf der Y-Achse hatte ich ziemliche Schwierigkeiten, die Madenschraube auf der Motorseite festzuziehen. Daher würde ich es anders als in der Anleitung angegeben direkt wie oben beschrieben mit auseinandergenommener Klauenkupplung montieren und die Motoren erst ganz zum Schluss einpassen.
Da die Motorzuleitung nicht besonders lang ist, gibt es in Nähe der Motoren kleine Klemmenkästen. Dort werden Motorzuleitung und Signaldrähte für die Referenzschalter aufgelegt. Die andere Seite der Klemmen verbindet eine schleppkettentaugliche Leitung später mit der Steuerung. Zum Schluss wird noch ein Schutzleiter zu jedem Motor gelegt.
Als das für alle drei Achsen erledigt war, machte ich mich an die Schleppketten. Hier ist es vorteilhaft, die Montagerichtung bewusst zu wählen - die Schleppketten lassen sich z.B. zur nachträglichen Verlegung einer zusätzlichen Leitung nämlich nur in eine Richtung öffnen. Wenn deren Mechanismus dann von der Maschine verdeckt wird, kann das zu einem unmöglichen Unterfangen werden.
Es ist ebenfalls empfehlenswert, die Steuerleitungen länger als berechnet zu lassen und sie erst in einem letzten Schritt zu kürzen, nämlich bevor sie an der Steuerung montiert werden. Die Zuleitung zur Z-Achse kann beispielsweise nach Führen durch alle Schleppketten gern mal in Richtung 5m Länge gehen.
6. Abschmieren
Bonusschritt: Der Wartungsanleitung zum Abschmieren aller Linearführungen und Kugelumlaufspindeln folgen. Herrlich, wenn man nochmal unter die Maschine muss…
Erwähnte ich bereits, dass ich kein Metallfritze bin? Diese Fettpressen sind echt frustrierend. Am Anfang bekam ich so gar nichts aus ihr raus und dann muss ich eine Luftblase im System gehabt haben, sodass ich nicht mehr wusste, wohin mit dem ganzen überschüssigen Schmierstoff. Immerhin habe ich jetzt einen gut gefetteten Arbeitstisch.
Und wann ist es eigentlich genug? Reicht “zwei mal drücken”, um eine Linearführung ausreichend zu schmieren? Kommt das Fett überhaupt in die Schmiernippel? Na ja, sobald es aus der Dichtung der Führungen herausquillt wird es wohl reichen 😜
7. Fehlende Teile
Wie oben beschrieben waren alle wichtigen teile der Maschine korrekt und entsprechend der Packliste geliefert worden. Allerdings fehlten ein paar KLeinigkeiten für meine Maschinenkonfiguration:
- 18x 18mm M5 Maschinenschrauben mit Innensechskant (Linearführungen Y-Achse)
- 6x 0.75mm Kabelschuhe (Schutzerde für die Schrittmotoren)
- 4x 22mm M4 Maschinenschrauben mit Innensechskant (Montage Schrittmotoren)
Aber ich hatte auch ein paar Teile zu viel
- 1m extra Schleppkette
- 4 M5 Unterlegscheiben
- 9 M4x10 Senkkopfschrauben mit Innensechskant
- 2 Versteifungen z-Achse “standard”
Mein Vorschlag wäre, nochmal 100 Kabelbinder auf den Bausatz draufzuschlagen, sodass man alle Leitungen schön und ordentlich führen kann.
8. Kritik
Die Bauanleitung (Version 2.1.5) gefällt mir sehr gut. Sie enthält eine Teileübersicht und jeder Schritt ist sehr detailliert erklärt. Auch der Bauprozess ist gut durchdacht und ich als nicht-professioneller Mechaniker hatte keine größeren Probleme, die Maschine korrekt zusammenzubauen.
Die bearbeiteten Teile haben eine hohe Qualität und sind frei von Graten oder scharfen Ecken. Alle notwendigen Gewinde wurden im Voraus geschnitten - sogar die für den optionalen Mechatronik-Bausatz, so dass ich keine Werkzeuge kaufen oder mir Wissen darüber aneignen musste, wie und wo ich sie montieren muss.
Was mir nicht gefiel, war, dass einige Befestigungselemente fehlten, was die Fertigstellung um ein Wochenende verzögerte, und dass die erwartete Anzahl der Befestigungselemente nicht in der Anleitung abgedruckt war, so dass ich erst merkte, dass Teile fehlten, als es bereits zu spät war. Mir ist klar, dass diese Maschine in verschiedenen Größen und Konfigurationen bestellt werden kann, so dass es vielleicht zu viel verlangt ist, eine Bauanleitung für jede einzelne Kombination zu erwarten.
Einige der größeren Aluminiumteile kamen mit Kratzern an, da die Palette während des Transports irgendwie gebrochen und durch die Verpackung gerissen sein muss. Für mich zeigt das, dass entweder das Logistikunternehmen oder der Hersteller die Maschine nicht 100%ig sicher verpackt oder vielleicht das Gewicht unterschätzt hat.
Ein letzter Punkt zu diesen Schmiernippeln (bin immer noch kein Metallbauer): Der für die X-Achse kann nicht mehr gedreht werden, wenn die Mutter der Kugelumlaufspindel am unteren Portalträger montiert ist, weil das Spiel fehlt. Das ist unglücklich, wenn die Schmierung plötzlich in einem anderen Winkel als vorgesehen erfolgen muss. Außerdem bin ich mir ziemlich sicher, dass der untere Schmiernippel der Z-Achse im Handbuch in die falsche Richtung zeigt.
Ich habe mein Bestes gegeben, um Dinge zu finden, über die ich meckern kann. Ich habe es aber nicht geschafft, mehr als die oben genannten Kleinigkeiten zu finden. Keiner meiner Kritikpunkte schränkt die Funktionalität der Maschine ein, und keiner von ihnen kostete eine beträchtliche Menge an Zeit oder Geld, um ihn zu beheben.
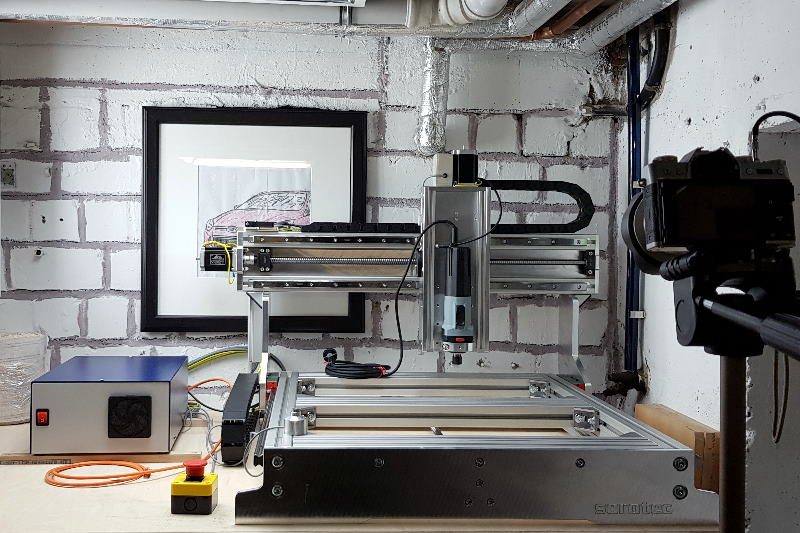
Bisher sieht alles so aus als hätte ich ein robustes Gerät gekauft, das mir helfen wird, meine Prototyping-Holzarbeiten präziser und schneller als je zuvor zu erledigen.
Darf ich vorstellen: Zerspanobert!
9. Dann nehmen wir sie mal in Betrieb
Weiterlesen? Gern!