Meine CNC vibriert
Hintergrund
Langsam werde ich mutiger im Umgang mit meiner Maschine. In letzter Zeit bearbeite ich des Öfteren Birke Multiplex in der Vollnut, möglichst mit nur einem Fräsdurchgang um nicht so lange im kalten Keller stehen zu müssen. Das bedeutet aber auch, dass die Maschine eine Tiefenzustellung Z+ von 12mm bei F2700mm/min mit einem 6mm 2-Schneider Schruppfräser bei S=24000rpmZ+ bewältigen muss. Dabei fräse ich im Gleichlauf.
Nun fängt meine Maschine in bestimmten Situation an, hörbar zu vibrieren.
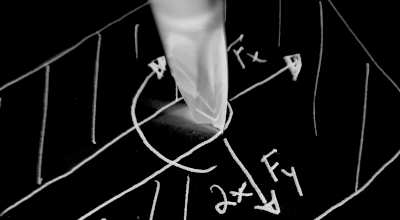
Nun liegt es nahe, die Schneidkräfte an der Maschine zu reduzieren, entweder durch Reduktion der Tiefenzustellung oder des Vorschubs. Die Drehzahl kann ich bei meinem Fräsmotor nämlich nicht weiter erhöhen. Das werde ich vielleicht auch tun, aber erst einmal möchte ich verstehen, was die Fräse zum Vibrieren bringt und ob ich das auch durch andere Maßnahmen abstellen kann, ohne die Maschinenzeit zu erhöhen oder Standzeiten meiner Fräser merklich zu reduzieren.
Problembeschreibung
Die Maschine vibriert nicht nur bei Konturschnitten, sondern auch wenn ich Taschen fertige. Allerdings nur bei bestimmten Bewegungsrichtungen. Es fühlt sich so an, als würde sich die ganze Maschine leicht schütteln, und das Geräusch ähnelt einem Stuhl, der unter Last über Parkettboden zurückgeschoben wird.
Um das etwas zu verdeutlichen, habe ich zwei kleine Referenzvideos gemacht.
Vibrationen nur an bestimmten Stellen beim Taschenfräsen (80% Räumzustellung)
Vibrationen beim Formatieren
Analyse
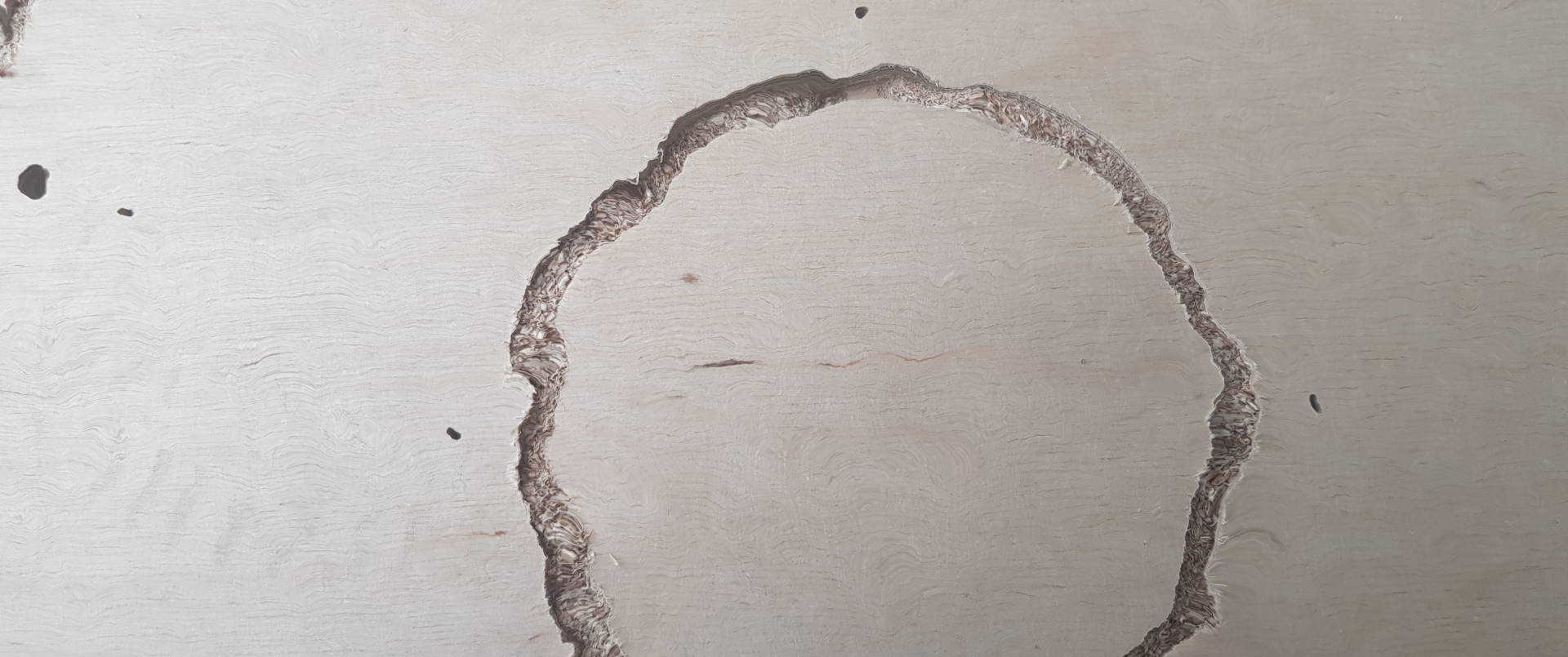
Das Fräsbild sieht trotz Vibrationen ordentlich aus.

Ich habe versuchsweise ein paar Einstellungen angepasst: Reduzierte Tiefenzustellung Z+ von nur noch 6mm bei erhöhtem Vorschub von 3600mm/min mit demselben Fräser - Vibrationen abgestellt.
Nun war es zugegebenermaßen nicht so klug, zwei Parameter gleichzeitig zu ändern - so weiß ich nicht, ob die erhöhten Schnittkräfte oder ein Vorschub im Resonanzbereich der Maschine zu den Vibrationen lag - tsja.
Dennoch habe ich den Maschinenhersteller auf das Problem angesprochen hier verlinkt, und seiner Meinung nach ist der wahrscheinlichste Grund die etwas schwach ausgelegte Verbindung zwischen Fräsmotor und Z-Achse.
 Der Fräsmotor hat weniger hochwertige Lager als professionelle Hochfrequenzspindeln, also sind sie potentiell eher von Spiel betroffen. Außerdem klemmt die
Der Fräsmotor hat weniger hochwertige Lager als professionelle Hochfrequenzspindeln, also sind sie potentiell eher von Spiel betroffen. Außerdem klemmt die 42mm Eurohals-Halterung den Fräsmotor mit nur einer Verschraubung, die zudem bei recht niedrigen 7Nm drehmomentbegrenzt ist, da der vordere Lagersitz des Fräsmotors sonst zu stark gequetscht wird.
Im Gegensatz dazu werden Motorspindeln meist direkt und vollflächig mit der Z-Achse verschraubt, sodass Kraftschluss und Kontaktfläche viel größer ausfallen.
Ergebnis
Ich habe jetzt ein paar Optionen:
- Weiter mit großer Tiefenzustellung arbeiten und die Vibrationen und damit einhergehenden erhöhten Maschinenverschleiß tolerieren
- Geringere Zustellungen fahren, dafür aber Maschinenzeit opfern
- Die Spindel aufrüsten, welches meine Maschine deutlich teurer macht
- Mein Maschinenbett aufrüsten und so die Steifigkeit des Grundrahmens erhöhen
Update September 2023
So, ich habe jetzt sowohl die Spindel als auch das Maschinenbett aufgerüstet. Die Vibrationen sind leider immer noch da. Das finde ich ziemlich ärgerlich.
Wenn ich mir die Umstände nochmal genau ansehe, dann treten die Vibrationen immer dann auf, wenn sich das Portal vorwiegend auf der breiten Achse (bei mir X) bewegt, gleichzeitig aber ebenfalls leicht auf der Längsachse (Y) unterwegs ist. Fahre ich nur in Y, passiert nichts. Fahre ich nur in X, treten die Vibrationen schwächer auf.
Ich kan inzwischen ebenfalls sagen, dass die Vibrationen in schwächerer Form auch in Acrylglas bei einer Tiefenzustellung von Z+5mm, Vorschub F3000mm/min und einem 4mm-Einschneider auftreten.
Ich werde einmal ausprobieren, ob ich das Problem auch noch bei F3600mm/min habe.
Da ich inzwischen Maschinenbett und Spindelbefestigung als Ursache sicher ausschließen kann, liegt die Ursache der Vibrationen meiner Einschätzung nach am Zusammenspiel der Portalachsen.
Nun habe ich eine recht breite Maschine ohne zusätzlich verstärkte Portalwangen, die zudem nur mit einer statt zwei Linearführungen auf der Z-Achse ausgestattet ist. Ich spreche die nächsten Wochen nochmal mit dem Hersteller, um diesen Verdacht zu erhärten bzw. aus dem Weg zu räumen.